[VIP第1年] 指数:3
[VIP第1年] 指数:3
MES系统在质量把控和追溯方面的应用是其价值之一,以下是对这一应用的进一步扩展:实时质量监控:MES系统能够实时监控生产过程中的关键质量参数,如尺寸精度、性能指标等,确保产品在生产过程中始终符合预定的质量标准。自动化检测:通过与自动化检测设备集成,MES系统可以自动收集产品质量数据,减少人为因素导致的误差,提高检测的准确性和一致性。质量数据分析:MES系统收集的质量数据可以进行深入分析,帮助企业识别质量问题的根源,实现持续的质量改进。企业引入 MES 系统,加强了各生产环节的协同配合。济宁行业MES系统软件

MES 系统不仅优化生产流程,还对员工工作效率提升起到关键作用。在生产车间,员工可通过 MES 系统的终端设备快速获取生产任务指令、操作规范及工艺图纸等信息,避免了以往因信息传递不及时或不准确而导致的时间浪费。而且,系统能实时记录员工的工作进度与绩效数据,员工可以清晰了解自己的工作成果与目标差距,从而自我督促,提高工作专注度。同时,管理人员借助 MES 系统的数据分析功能,能够合理分配工作任务,根据员工技能和工作负荷进行优化调度。例如,当某项生产任务需要特定技能的员工时,MES 系统能快速筛选出合适人选,确保任务高效完成。这一系列功能使得员工工作更有序、高效,**终提升整个企业的生产效能。滨州软件产品MES系统哪家好MES 系统通过优化排程,提高设备的生产效率。
MES(制造执行系统)、ERP(企业资源计划)、PLM(产品生命周期管理)和APS(高、级计划与排程)系统是现代制造业信息化架构中的四大支柱,它们共同构成了企业的综合管理系统,但各自的功能和应用重点有所区别:ERP系统:ERP是企业资源的全面管理工具,它关注企业的财务、人力资源、供应链、库存等资源的整合和优化。ERP系统为企业提供了宏观层面的资源分配和计划管理,帮助企业在战略层面做出决策。PLM系统:PLM专注于产品的整个生命周期,从概念设计到产品退市的每一个环节。
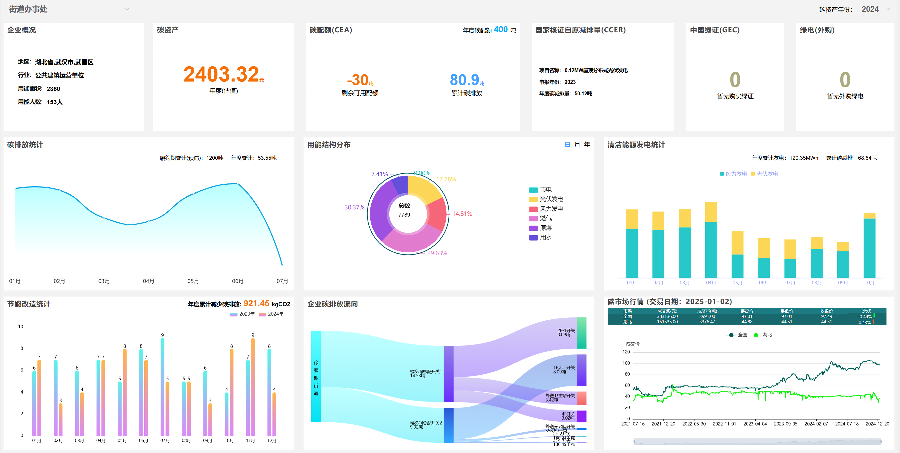
MES系统对生产设备的管理优势MES系统为生产设备管理带来了的优势。它能够对生产设备进行的监控,从设备的启动、运行到停机的整个生命周期都在其管理范围内。MES系统实时采集设备的运行参数,如温度、压力、转速等,通过数据分析可以设备可能出现的故障。例如,当某台关键设备的温度连续升高且超过正常阈值时,系统会发出警报,提示维护人员及时检查和处理,避免设备故障导致的生产中断。同时,MES系统可以记录设备的维护历史,包括维护时间、维护内容、更换的零部件等信息。基于这些数据,企业可以制定更加科学合理的维护计划,实现预防性维护,降低设备故障率,延长设备使用寿命。此外,MES系统还能对设备的性能进行评估,帮助企业了解设备的利用率和效率,为设备的更新换代或优化升级提供决策依据。实施 MES 系统,有效缩短产品生产周期,抢占市场先机。

引入 MES 系统为企业带来了可观的成本效益。从短期来看,通过优化生产流程和资源配置,MES 系统能够减少生产过程中的浪费,如物料浪费、设备闲置时间等,直接降低生产成本。同时,由于能够实时监控生产质量,及时发现并解决质量问题,减少了废品和返工成本。从长期来看,MES 系统帮助企业提高生产效率,缩短产品交付周期,增强了企业的市场竞争力,从而带来更多的订单和收益。此外,通过与企业其他信息化系统的集成,实现了信息共享,减少了人工数据录入和沟通成本。虽然企业在实施 MES 系统初期需要投入一定的资金用于系统采购、定制开发和人员培训,但从长远的成本效益角度来看,这些投入往往能带来数倍甚至数十倍的回报。MES 系统能实时监控设备运行状态,及时预警故障。江苏软件产品MES专业软件
引入 MES 系统,优化物料配送流程,减少等待时间。济宁行业MES系统软件
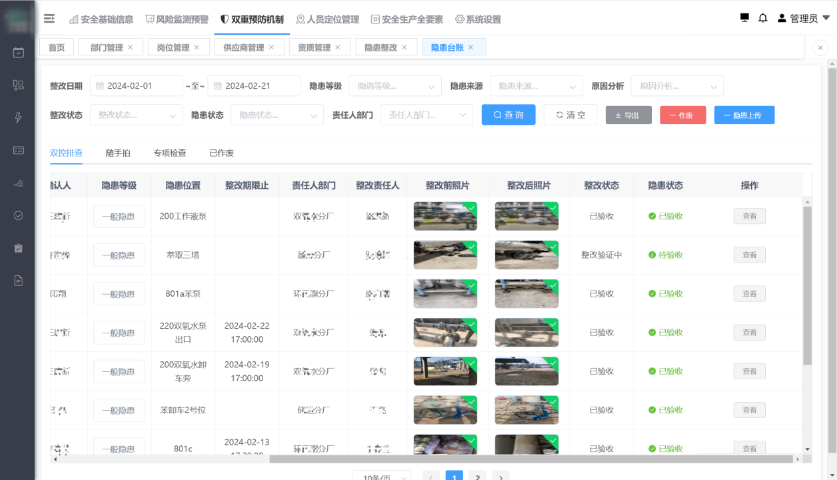
生产任务中心:以流水线,作业人员,作业区块场景应用的模式,适应企业不同车间不同的任务接收及管控模式,形成人,机,料,法的数据实时收集;通过进出站,记录每个作业站的实际工时。4.设备联网中心:提供设备实联网与设备虚联网的两种情况。以RS232,RS485,RJ45等接口,通过PLC,OPC,DNC的方式形成设备实联网。或者以人机终端的界面,通过员工在每台设备的上工动作形成设备虚联网。5.品质管理中心:实时记录每个作业站任务的首检,巡检,终检的记录;提供对质量不同形成的报表分析,比如不良原因分析,以看板,柏拉图,圆饼图,鱼骨图等方式。济宁行业MES系统软件
文章来源地址: http://smdn.chanpin818.com/ruanjian/xyzyrj/deta_26424671.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。